Awọn irin-kekere alloy Afọwọṣe elekiturodu E8015-C1 asopọ iṣelọpọ weld






KỌMPUTA kemikali
| ALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T OFIN | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| Aws ofin | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| APEERE IYE | 0.068 | 0.93 | 0.26 | 0.02 | 2.31 | 0.11 | 0.008 | 0.006 |
Ohun-ini ẹrọ:
| ONÍNÌYÀN | AGBARA YIELD(MPa) | AGBARA Ifaagun (MPa) | IMAPACT IYE J/℃ | ÌGBÀGBÀ(%) | Itọju igbona °Cxh | |||||
| GB/T OFIN | 460 | 550 | 27/-50 | 17 | 605*1 | |||||
| Aws ofin | 460 | 550 | 27/-50 | 19 | 605*1 | |||||
| APEERE IYE | 488 | 591 | 120/-60 | 26 | 605*1 | |||||
Niyanju welding PARAMETER:
| DIAMETERS PIPICATIONS(mm) | 2.6*350 | 3.2*350 | 4.0 * 400 | 5.0 * 400 | ||||
| ELECTRICITY (Amp) | H/W | 70-110 | 100-140 | 140-180 | 180-230 | |||
| O/W | 60-90 | 90-130 | 120-160 | - | ||||
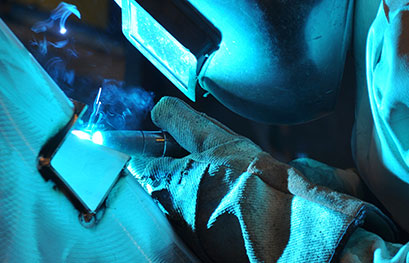
Iwọn iṣuu soda hydrogen kekere iru ọwọ elekiturodu, ni -60°C iwọn otutu ti n ṣiṣẹ, ipa ti irin didà dara julọ.
-70°C jiju ni o ni ti o dara kekere otutu toughness.


Idurosinsin aaki, kere asesejade, ti o dara lara, rorun slag yiyọ, X-Ray išẹ jẹ o tayọ.











Hudong LNG ti ngbe
Ilẹkun mẹta 2 # ko ṣiṣẹ
Sinopec refining ati Kemikali Project

KỌMPUTA kemikali
| ALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T OFIN | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| Aws ofin | 0.12 | 1.25 | 0.80 | - | 2.00-2.75 | - | 0.03 | 0.03 |
| APEERE IYE | 0.068 | 0.93 | 0.26 | 0.02 | 2.31 | 0.11 | 0.008 | 0.006 |
Ohun-ini ẹrọ:
| ONÍNÌYÀN | AGBARA YIELD(MPa) | AGBARA Ifaagun (MPa) | IMAPACT IYE J/℃ | ÌGBÀGBÀ(%) | Itọju igbona °Cxh | |||||
| GB/T OFIN | 460 | 550 | 27/-50 | 17 | 605*1 | |||||
| Aws ofin | 460 | 550 | 27/-50 | 19 | 605*1 | |||||
| APEERE IYE | 488 | 591 | 120/-60 | 26 | 605*1 | |||||
Niyanju welding PARAMETER:
| DIAMETERS PIPICATIONS(mm) | 2.6*350 | 3.2*350 | 4.0 * 400 | 5.0 * 400 | ||||
| ELECTRICITY (Amp) | H/W | 70-110 | 100-140 | 140-180 | 180-230 | |||
| O/W | 60-90 | 90-130 | 120-160 | - | ||||
-

Awọn irin-kekere alloy Afowoyi elekiturodu E9015-G Solde...
-

Awọn irin-kekere alloy Gas-shieled ER90S-G irin Joi...
-

Awọn irin-kekere alloy Afowoyi elekiturodu E8016-B2 meta...
-

Awọn irin-kekere alloy Flux cored wire E81T1-K2C Weld...
-

Awọn irin-kekere alloy X70 ila irin E81T5-GC weld f...
-

Awọn irin-kekere alloy Afowoyi elekiturodu E8018-B1 meta...






Kọ ifiranṣẹ rẹ nibi ki o si fi si wa